
Mi az a zárt láncú gyártás?
BESZÉLGETÉSZártkörű gyártás a professzor felügyelete alatt kifejlesztett koncepció Maurice Pillet a SYMME a franciaországi Savoie Mont Blanc Egyetem kutatólaboratóriumában. A zárt hurkú gyártás az SPC (statisztikai folyamatirányítás) továbbfejlesztése, és digitális eszközökkel irányítja a gyártási folyamatot annak érdekében, hogy a hagyományos SPC-nél jobb minőségi eredményeket érjen el.
A zárt láncú gyártást ma már számos területen alkalmazzák iparilag, és előnyei jól ismertek. A szerszámgépek esetében a Closed-Loop Manufacturing három-négyszeresére csökkentette az átállási időt, és tízszeresére csökkentette a selejt arányát. Újabban más típusú folyamatoknál is alkalmazzák, mint például a hajlítás, fröccsöntés, extrudálás stb..., hasonlóan lenyűgöző eredményeket mutatva.
A zárt hurkú gyártás a kezelő számára elérhető szoftverrel valósul meg, amely egy vagy több alkatrész mérése alapján kiszámítja a szükséges folyamatbeállításokat.
A zárt láncú gyártás két alapelvre épül:
Összetett folyamatok vezérlése több tucat szabályozási paraméter egyidejű korrekciójának kezelésével
A folyamat sodródásának korrekciója csillapító függvény segítségével
1. Komplex folyamatok vezérlése
A több egymástól függő mérést tartalmazó összetett folyamatok, például az összetett alkatrészek megmunkálása során a gép beállítása gyakran nehéz feladat. Például :
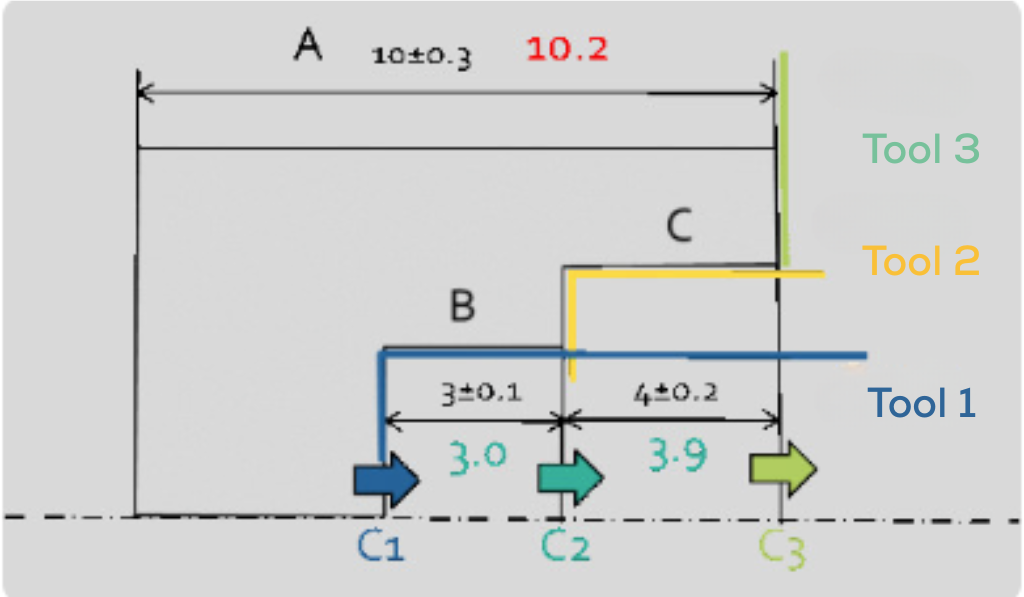
A mérést szeretné korrigálni A mert 10,2-es értéknél már nem tolerálható.
A korrekcióhoz meg kell változtatni a szerszám pozícióját C3; ez azonban a dimenzióra is hatással lesz Camely jelenleg a tűréshatáron belül van.
Ezért az eszközt is be kell állítania C2-de ez viszont hatással lesz a mérésre Bés így tovább.
A kezelőnek ezután azzal a kihívással kell szembenéznie, hogy meghatározza, hogyan állítsa be a szerszámokat. C1, C2és C3 a mérés elvégzése A vissza a specifikációba.
Bár ez a példa egyszerűnek tűnhet, a valóságban az alkatrészek sokkal összetettebbek, és a beállítási folyamat jelentős időt vehet igénybe.
A zárt hurkú gyártás automatizálja a beállítási folyamatot
Ennek a nehézségnek a megoldására a CLOOMA-hoz hasonló zárt ciklusú gyártási szoftver automatikusan kiszámítja az egyes szerszámok optimális beállítását.
A beállítási folyamat automatizálása egy konfigurációs fájlon alapul, amely felépíthető:
- a) A egyéni hatás az egyes szerszámok, vagy
- b) Egy 3D mérési fájl a rész
a) Az egyes eszközök egyedi hatásaiból
Ebben az esetben a CLOOMA szoftver konfigurálásához meg kell határozni, hogy az egyes szabályozási paraméterek hogyan befolyásolják a mért jellemzőket.
A kérdés egyszerű: Ha módosítom ezt a paramétert, mely jellemzőkre lesz hatással?
Az egyes hatások meghatározása után - amit a termék iparosítása során csak egyszer kell elvégezni - az Ellistat algoritmusai automatikusan kiszámítják az egyes szerszámokhoz szükséges beállításokat.
Az eredmény például a következő lehet:
C1: -0,3 C2: -0,3 C3: -0,2
b) Az alkatrész 3D-s mérési fájljából
Ebben az esetben a CLOOMA szoftver konfigurálása még egyszerűbb. Ön csak importál egy 3D mérési fájlt, és megadja a gép által használt korrekciós paraméterek típusait. A többit a CLOOMA algoritmusai elvégzik, és automatikusan kiszámítják az optimális beállításokat.
A kiválasztott konfigurációtól függetlenül a kezelőnek nem kell többé kézi számításokat végeznie - a megfelelő beállítások automatikusan megtörténnek.
A zárt láncú gyártás megvalósításának előnyei
A hagyományos folyamatszabályozási módszerekhez képest a zárt láncú gyártás számos előnnyel jár:
Egyidejűleg több tucat vagy akár több száz jellemzőt is felügyelhet
Automatikusan meghatározza a több korrekciós paraméter közötti kapcsolatokat
Kiküszöböli a számítási és előjelhibákat
Javasolja a legvalószínűbb és legkonzisztensebb kiigazítási módszert az egyes csapatokban.
2. A folyamat sodródásának korrekciója
Az SPC (statisztikai folyamatszabályozás) határai
Az SPC-alapú folyamatirányításban a szabályozási diagramok a variancia nyomon követésére szolgálnak. A folyamat mindaddig stabilnak tekinthető, amíg a mérések a szabályozási határértékeken belül maradnak. Ha egy mérés kívül esik ezeken a határértékeken, az azt jelzi, hogy a folyamat eltért, és módosítani kell.
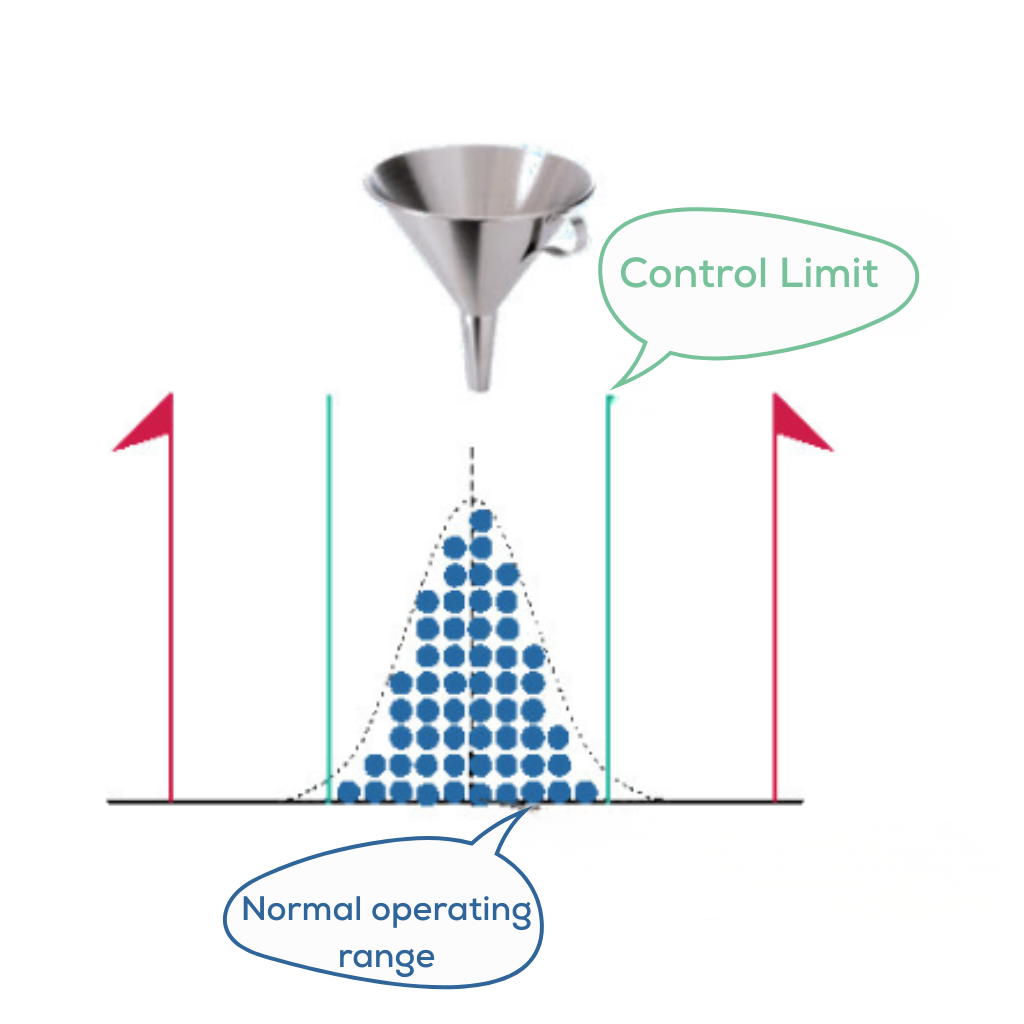
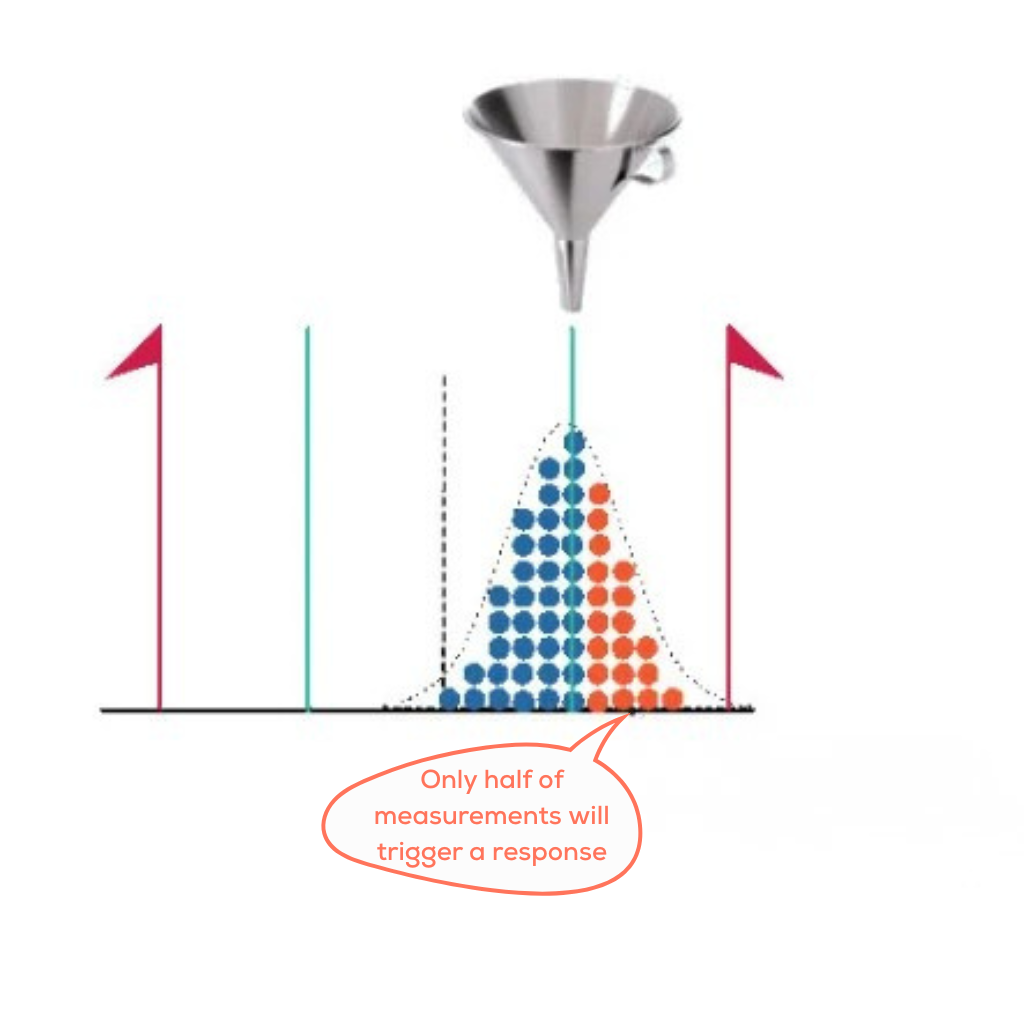
Az SPC-vel az a probléma, hogy csak akkor reagál, ha a folyamat már jelentősen eltért.
A következő példában a folyamat elkezdett sodródni, de a méréseknek csak körülbelül a fele esik a határértékeken kívülre, ami azt jelenti, hogy a korrekciós intézkedés túl későn történik.
A zárt hurkú gyártás csillapítási funkciói
A digitális eszközök használata a beállítások kiszámításához sokkal nagyobb pontosságot tesz lehetővé, mint az SPC bináris "belül/külső" logikája.
A CLOOMA segítségével a folyamatot folyamatosan korrigálják - minden egyes mérésnél - az eltérés minimalizálása érdekében.
A zártkörű gyártási szoftver bevezetése a hagyományos SPC-hez képest sokkal jobb eredményeket biztosít.
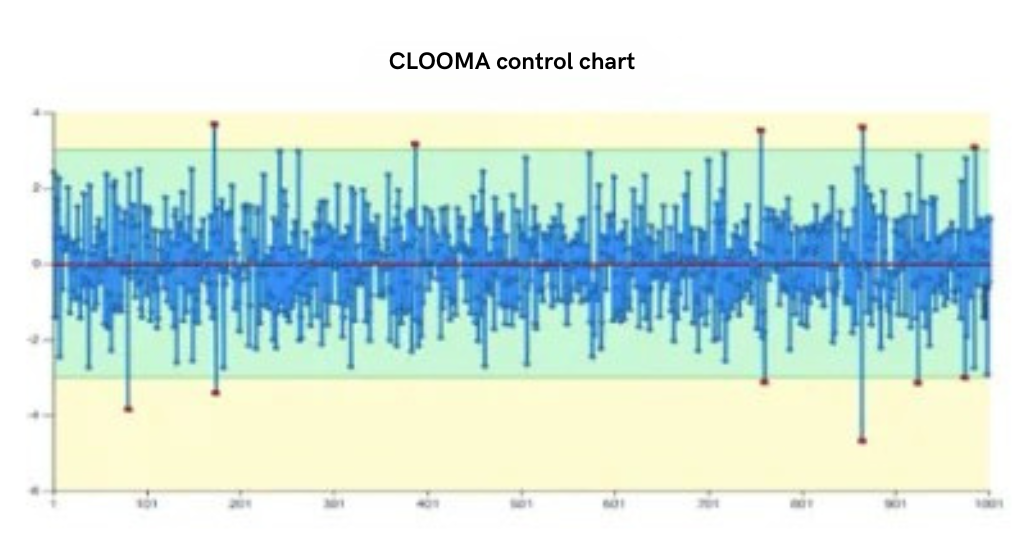
Az alábbi példák az SPC-vel és a CLOOMA szoftverrel történő folyamatfelügyeletet szemléltetik:
Hagyományos SPC-vel felügyelt folyamat :
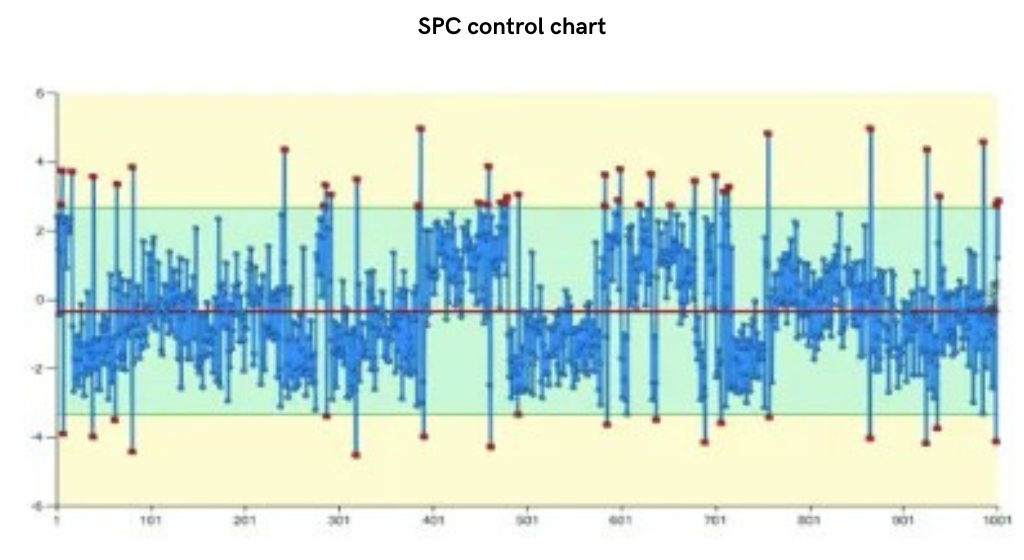
Ugyanez a folyamat CLOOMA szoftverrel nyomon követhető:
Következtetés
A gyártási folyamatok ellenőrzésének automatizálásával, Zártkörű gyártás olyan minőségi szinteket tesz lehetővé, amelyek korábban elérhetetlenek voltak, és a beállítások miatti állásidő minimalizálásával jelentősen növeli a gépek kihasználtságát.
CLOOMA szoftver az első olyan szoftvermegoldás, amely teljes mértékben megvalósítja a zárt láncú gyártás elveit. Telepítése egyszerű, és átalakító hatással van mind a termelékenységre, mind a minőségre.
Akár egy sodródó folyamat megfigyeléséről, akár egy összetett folyamat szabályozásáról van szó, a CLOOMA algoritmusai leegyszerűsítik a kezelő feladatát, és teljesen új gondolkodásmódot vezetnek be a folyamatszabályozásról.
A zárt láncú gyártás bevezetésének előnyei
Egyre csökkentett beállítási részek: A zárt hurkú gyártás minimalizálja a szükséges beállítási alkatrészek számát. A beállítások miatti selejt (jellemzően 1-3%) háromszorosára csökken.
Minimális beállítási idő: Az automatikus beállítással csak egy alkatrészre van szükség a gép kalibrálásához. A beállítási idő drasztikusan csökken, ami növeli a gép üzemidejét. Például egy sebességváltóház, amelynek beállítása a CLOOMA bevezetése előtt fél napot vett igénybe, most mindössze 30 perc alatt (egy gyártási ciklus alatt) beállítható.
Maximált minőségi mutatók: A zárt hurkú gyártás a hagyományos vezérléshez képest drámaian csökkenti a tűréshatáron kívüli alkatrészek számát. A tapasztalatok azt mutatják, hogy a nem megfelelő alkatrészekből származó selejt jelentősen csökken, és a 1,33 feletti Ppk értékek az összes jellemzőt tekintve.
Üzemeltetői képzés egyetlen nap alatt: A CLOOMA bevezetése rendkívül egyszerű - a kezelőket egyetlen nap alatt teljesen ki lehet képezni.
Menjünk... beszélj a gyáradról
